







端面滚光刀滚压头平面横移滚轧头平面横移型
滚压刀平面横移滚轧头轴端面加工工具

平面横移型滚压刀 滚轧头
平面横移滚光工具与立铣刀加工方式相同,横向移动加工,无加工宽度限制,工具须装夹在铣床和加工中心使用。
加工案例:变速箱零件的配合面,压缩机零件的平面、轴端面等!
滚压工具的维护与保养:
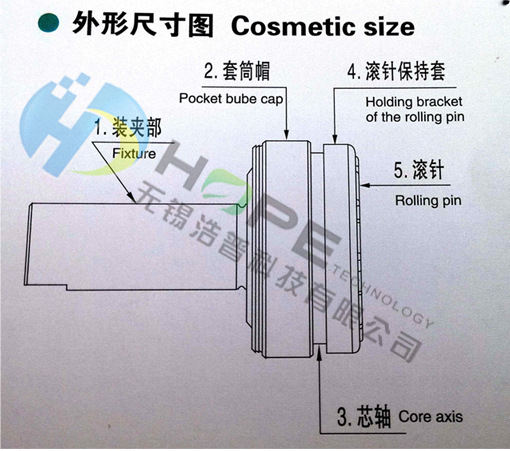
1、滚针的更换: 把工具头部螺丝卸下,滚针从保持套内取出即可。(滚针型号必需与保持套相符)
2、保持套的更换: 同样的方法卸下保持套螺帽,取下保持套更换。
3、轴承的更换: 卸下保持套螺帽,松动轴承固定螺丝,取下轴承。(轴承型号必须与工具配套)
4、由于滚压头加工时产生微小粉尘,必需保持工具工作部位的清洁,润滑。经常清洗清理滚针与保持套、轴承之间的积物。
5、润滑液循环使用时,请使用过滤装置.过滤器的过滤网与精密加工表面的粗糙相对应,建议使用5-40um.
注意事项:
1、为了获得滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面的粗糙度)有所选择。故批量加工前应试加工2-3件,求出滚压值。(详情参考表四)
2、选择清洁的低粘度冷却润滑油,(供参考)
|
材料 |
涧滑油 |
比例 |
|
钢件 |
机油加柴油 |
3:7 |
|
铝件 |
机油加煤油 |
3:7 |
|
铜件 |
32#变压器油 |
|
|
铸件 |
机油加柴油 |
3:7 |
3、工件必须有足够的壁厚,若壁太薄,应在减少壁厚之前滚压。或有 个型架来支撑内部或周边。
4、滚压部位不宜有较深的刀痕,刀纹应均匀、松弛。
另,可根据客户需求,专门设计、制造各类非标型和通用刀具。
公司以质量及诚信为宗旨,竭诚为客户提供产品和服务,真诚欢迎广大客户随时咨询,