| 图片 |
标 题 |
更新时间 |
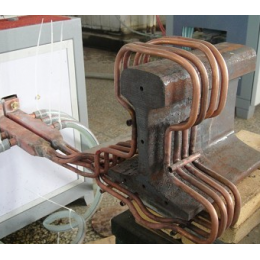 |
火车轨道焊缝正火机
该设备用于火车轨道焊缝正火热处理,钢轨焊接后焊缝正火处理。把焊接的工件加热到临界温度以上,然后在空气中冷却下来的过程称为正火。 正火的目的是要消除焊接时材料内部产生的热应力,消除焊接材料产生裂纹的可能性。正火*般是对中碳钢以上的材料在焊接后必须进行的热处理。焊缝正火处理设备应用:1、高频焊管后,焊缝正火2、各种钢轨焊接后焊缝正火3、焊接零件,焊缝正火4、焊接结构钢焊缝正火咨询热线:15838311591
|
2024-10-18 |
 |
搪瓷热管涂搪加热炉
搪瓷管空气预热器喷涂加热炉生产线 搪瓷管空气预热器喷涂加热炉价格 搪瓷管空气预热器喷涂加热炉厂* 搪瓷热管涂搪生产线 金属搪瓷管高频加热电炉,锅炉电厂搪瓷管空气预热器生产线专用高频加热电炉,各种化工、燃气、石油管道搪瓷加热超音频感应加热电源。 搪瓷工艺采用**上*进的干法静电干粉喷涂工艺,在优质碳素钢管上喷涂上*层高*瓷釉与纳米材料的均匀混合物,在*定的高温高频电炉中加热,使瓷釉和电解质熔融,玻璃状瓷釉紧密低
|
2024-10-18 |
 |
钢球热锻,钢球热轧电炉
超音频钢球感应加热设备/钢球加热锻造设备主要技术参数:型 号: YFL-160/200输入功率: 160/200KW输入电压: 三相380V 50-60HZ振荡频率: 15-25KHZ 20-35KHZ体 积: YFL-160:主6504801440mm3YFL-200:主6805001480mm3变压器柜:520820600mm3超音频钢球感应加热设备/钢球加热锻造设备主要用于:1、锻前加热:应用于齿轮、齿圈、半轴连杆、轴承、卸扣、索具等产品锻前加热工艺;2、在线加热:管道防腐喷涂、棒料蓝脆下料、钢(丝
|
2024-10-18 |
 |
铁路钢轨焊缝正火机
钢轨正火加热设备,主要用来实现高铁钢轨正火,地铁钢轨正火,铁路钢轨等,现场钢轨焊后正火热处理的应用,提高了钢轨焊头的质量,延长铁路钢轨的使用寿命。 感应加热设备对焊后的钢轨正火:我公司采用感应加热设备涡流加热原理,由钢轨内部向表面扩张,此加热方法大大提高了加热速度,避免了钢轨内部加热不到位的问题。感应加热方法没有火焰干扰,可以准确测量加热温度,通过实时测温,*旦温度达到要求便可停止加热,从而保证了正
|
2024-10-18 |
 |
数控机床导轨淬火设备
机床导轨淬火设备,专为机床导轨淬火研发*款专用设备,主要针对各种数控机床导轨淬火处理,也可用于*些修复机床的厂*使用。机床导轨淬火设备技术参数1.淬火设备自行移动,床身-工件不动。2.占地面积小,行程距离短,只需要床身移动距离的*半。3.生产效率高,淬火速度快,硬度均匀。淬硬层适中,变形小。4.移动灵活,操作方便,精度高。 主要技术参数型号 ;YFL-120输入功率;120kw输入电压;三相380v 50-60HZ振荡频率;15-35KHZ纵
|
2024-10-18 |
 |
机床导轨淬火专用设备
机床导轨淬火专用设备。主要特征是:采用IGBT超音频感应加热电源。目前国内很多大型机床厂采用的是昂贵的进口设备,没有进口设备的厂*,配用电子管高频,或可控硅中频。运动机构采用自制,或用刨床工作台代用等方式;制约着机床厂的专业化生产。若用电子管高频淬火,因频率太高(200KHz),淬硬层太浅,尖角效应强烈,硬度不均,磨削余量不足。若用可控硅中频,因频率太低。淬硬层太深,变形量过大。增大磨削工作量,硬度层不*致。
|
2024-10-18 |
 |
导轨淬火-机床导轨淬火设备
导轨淬火-机床导轨淬火设备*、超音频、小型化、大功率。二、高淬火质量:高频淬层太浅。尖角处易裂。中频淬层太深易变形。三、淬火速度快:可达400mm/分,双导轨可同时淬成。感应加热-机床导轨淬火设备 高频淬火是指利用高频电流(30K-1000KHZ)使工件表面局部进行加热、冷却,获得表面硬化层的热处理方法。这种方法只是对工件*定深度的表面强化,而心部基本上保持处理前的组织和性能,因而可获得高强度,高耐磨性和高韧性的综合。
|
2024-10-18 |
 |
钢带烤蓝烤漆生产线
32mm*0.9,材质为Q195/Q235以及其他轧制光亮卷板发蓝烤蓝设备,打包钢带,铁皮打包钢带烤蓝设备的生产厂*详情可来电联系15838311591。打包钢带烤蓝设备生产线包含放料电焊机压辊烤蓝处理s辊涂油收盘线等工序,常用的参数列如下:1.产量:4500t/年2.规格:16/19/25/323.缠绕方式:单排式4.条数2-25根均有5.盘重:50kg6.耗能:80度/t电磁钢带烤蓝生产线_钢带烤蓝生产线主要技术参数: 型号: YFL-100/120 输入功率: 100KW/120KW 输入
|
2024-10-18 |


 产品分类
产品分类